



การปรับตั้งค่าการกระเเสเชื่อมนั้น มีความสำคัญเป็นอันดับหนึ่งของการเชื่อมชิ้นงาน ซึ่งงานที่เราเชื่อมจะดีหรือไม่ดีขึ้นอยู่กับการปรับกระเเสไฟของการเชื่อม การปรับหรือการตั้งกระเเสไปตามขนาดของลวดเเละของชิ้นมีหลากหลายรูปเเบบจะมีอะไรบ้างไปดูกัน
การเชื่อมเเบบไฟฟ้านั้นมีขั้นตอนก่อนเชื่อมดังนี้
การปรับกระเเสเชื่อมไฟฟ้าหรือ MMA

ตัวอย่างชิ้นงานเชื่อมเเบบไฟฟ้าหรือ MMA
2. การปรับกรเเสเชื่อม MIG/MAG
การเชื่อมเเบบ MIG/MAG มีขั้นตอนดังนี้
ขั้นตอนในการประกระเเสเชื่อมของระบบ MIG/MAG มีดั้งนี้

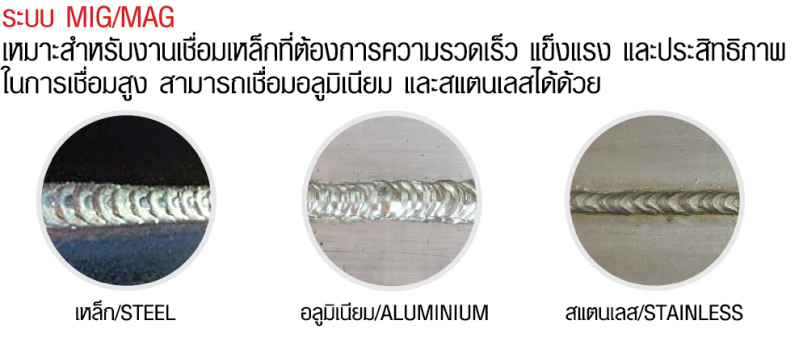
ตัวอย่างชิ้นงานเชื่อมเเบบไฟฟ้าหรือ MIG
3. การปรับกรเเสเชื่อม TIG หรือ การเชื่อมอาร์กอน
การเชื่อมเเบบอาร์กอน หรือ TIG มีดังนี้
การปรับการเชื่อมอาร์กอนหรือ TIG มีดั้งนี้

ตัวอย่างชิ้นงานเชื่อมเเบบอาร์กอนหรือ TIG

รับชมสินค้าเพิ่มเติม >> ตู้เชื่อมราคาถูก
โทรสอบบถามข้อมูลเพิ่มเติม.. 094-989-5465 , 094-596-5539

การเชื่อมอาร์ค เป็นกระบวนการเชื่อมที่ใช้แหล่งจ่ายกระแสไฟฟ้าในการสร้างอาร์คระหว่างอิเล็กโทรดกับชิ้นงานโลหะที่จะเชื่อม กระบวนการเชื่อมอาร์คนี้สามารถแบ่งแยกย่อย ได้อีกหลายกระบวนการ ซึ่งแต่ละกระบวนการมีลักษณะแตกต่างกัน เช่น การกระแสไฟฟ้าที่ใช้มีการใช้ทั้งกระแสตรงและกระแสสลับ อิเล็กโทรดที่ใช้มีทั้งแบบสิ้นเปลือง (หมดไปขณะเชื่อม) และไม่สิ้นเปลือง (ไม่หมดไปขณะเชื่อม) แนวเชื่อมอาจมีการปกคลุมด้วยแก๊สปกคลุม ที่มีคุณสมบัติเฉื่อยหรือกึ่งเฉื่อย หรืออาจปกคลุมด้วยวัสดุอื่นๆ เช่นแสลกและฟลักซ์ ซึ่งตัวอย่างกระบวนการเชื่อมอาร์คที่เป็นที่รู้จักกันทั่วไป
การเริ่มต้นอาร์ค
การเริ่มต้นฝึกหัดเชื่อมจะเริ่มต้นจากการอาร์คก่อน การอาร์ค คือ ระยะห่างระหว่างปลายลวดเชื่อมกับผิวโลหะงาน ซึ่งเป็นระยะพอดีที่จะทาให้การอาร์คเป็นไปอย่างต่อเนื่อง การเริ่มต้นอาร์ค มี 2 วิธีคือวิธีการขีดและวิธีการเคาะ
วิธีการขีด เป็นการบังคับให้ลวดเชื่อมสัมผัสกับโลหะงานโดยการขีดออกข้าง ๆ จนเกิดการอาร์ค แล้วยกลวดเชื่อมขึ้นเล็กน้อยจนได้ระยะอาร์คที่ต้องการคือประมาณ 1/8 นิ้ว
วิธีการเคาะ เป็นการบังคับให้ลวดเชื่อมกระแทรกลงไปในแนวดิ่งจนสัมผัสกับโลหะงานแล้วยกขึ้น-ลง จนเกิดการอาร์ค ตามที่ต้องการ

ในการเชื่อมไฟฟ้าจะมีท่าเชื่อมในลักษณะต่าง ๆ ดังนี้
1. การเชื่อมต่อเกยในท่าราบ การเชื่อมต่อเกยท่าราบเป็นแบบของรอยต่อที่นิยมใช้กันมากในงานอุตสาหกรรม ด้านต่าง ๆ จัดเป็นรอยต่อที่ประหยัด ไม่เสียเวลาในการเตรียมงาน รอยต่อเกยจะมีความแข็งแรงสูงสุดเมื่อเชื่อมรอยต่อทั้งสองด้าน ในการเชื่อมจะต้องไม่ใช้กระแสไฟสูงเกินไป มุมของลวดเชื่อมในขณะเชื่อมประมาณ 45 – 60 องศา การเคลื่อนไหวลวดเชื่อมจะเป็นลักษณะเดินหน้า ถอยหลัง ไปตามแนวเชื่อม การเคลื่อนไหวลวดเชื่อมเช่นนี้จะเป็นการอุ่นโลหะงานให้ร้อนล่วงหน้าก่อนที่จะเชื่อมไปถึง ซึ่งจะทำให้รอยเชื่อมนูนสมบูรณ์ และป้องกันไม่ให้สแลคหลอมเหลวไหลล้ำหน้ารอยเชื่อม
2. การเชื่อมรอยต่อชนท่าราบ รอยต่อชนท่าราบเป็นรอยต่อที่ใช้กันมากสำหรับการต่อโลหะงานทั่วไป โลหะงานซึ่งหนาเกิน ¼ นิ้ว เมื่อทำการเชื่อมรอยต่อทั้งสองด้านแล้วจะเป็นรอยต่อที่มีประสิทธิภาพสูงมาก การที่จะให้รอยเชื่อมมีความแข็งแรงมากหรือน้อยขึ้นอยู่กับขนาดของการซึมลึกของรอยเชื่อม ขนาดของการซึมลึกจะขึ้นอยู่กับขนาดของลวดเชื่อมและกระแสที่ใช้ในการเชื่อม สาหรับงานที่มีความหนา 3/16 นิ้ว เมื่อเชื่อมรอยต่อเพียงด้านเดียว รอยต่อจะเว้นระยะไว้เสมอ การเชื่อมรอยต่อชนท่าราบจะต้องปรับกระแสให้เหมาะกับลวดเชื่อม ขณะเชื่อมลวดเชื่อมจะต้องเอียงไปข้างหน้า 10 – 20 องศาตามทิศทางที่ลวดเชื่อมเคลื่อนที่ไป
3. การเชื่อมรอยต่อรูปตัวทีในท่าราบ การเชื่อมรอยต่อชนรูปตัวที จะต้องปรับกระแสไฟให้สูงพอที่จะทำให้โลหะหลอมเหลวจนไหลได้ง่าย เพื่อทำให้เกิดการซึมลึกลงไปจนถึงส่วนล่างสุดของรอยต่อ การบังคับลวดเชื่อมไปยังมุมของรอยต่อ ต้องชี้อยู่บนโลหะแผ่นตั้งมากกว่าแผ่นนอน พร้อมกับเอียงลวดเชื่อมไปข้างหน้าประมาณ 30 – 40 องศา พยายามเคลื่อนลวดเชื่อมด้วยความเร็วสม่ำเสมอ และมีการเดินหน้าถอยหลังในระยะสั้น เพื่อเป็นการอุ่นงานส่วนล่างสุดของรอยต่อ และยังป้องกันสแลคหลอมเหลวล้าหน้ารอยเชื่อม
4. การเชื่อมในท่าขนานนอน การเชื่อมรอยต่อแบบต่าง ๆ ในท่าขนานนอน การบังคับลวดเชื่อม จะต้องบังคับให้ลวดเชื่อมชี้ขึ้นเป็นมุม 20 องศา
เพื่อใช้แรงผลักดันจากการอาร์ค ช่วยพยุงให้โลหะที่หลอมเหลวในแอ่งไหลลงมาไหลย้อนขึ้นไปกับรอยเชื่อม นอกจากนี้จะต้องเอียงลวดเชื่อมเป็นมุม 20 องศาในทิศทางการเคลื่อนที่ของลวดเชื่อมด้วย เช่นเดียวกับการเชื่อมในท่าราบ
5. การเชื่อมในท่าตั้ง การฝึกหัดท่าเชื่อมลักษณะนี้แบ่งออกเป็น 2 วิธีคือ การเชื่อมขึ้น (Up Hill) และการเชื่อมลง (Down Hill) การเชื่อมขึ้น มีเทคนิคที่สาคัญ คือการบังคับให้ลวดเชื่อมตั้งฉากกับพื้นผิวโลหะงานและการเอียงลวดเชื่อมทำมุมชี้ขึ้นไม่เกิน 10 องศา การปรับกระแสควรปรับให้มีกระแสค่อนข้างสูงเสมอ ขณะทาการเชื่อมควรเคลื่อนไหวลวดเชื่อมเป็นแบบยกขึ้น แล้วลดต่าลงมาที่แอ่งโลหะหลอมเหลวเป็นระยะประมาณ 2 นิ้วแต่ระวังอย่าให้การอาร์คดับ
การเชื่อมลง จะต้องปรับกระแสให้เพิ่มขึ้น เอียงลวดเชื่อมทำมุมชี้ขึ้นประมาณ 15 – 20 องศา และบังคับลวดเชื่อมให้ตั้งฉากกับผิวหน้าของโลหะงาน ขณะเชื่อมควรใช้ระยะอาร์คสั้น ๆ เพราะตามปกติแล้วสแลค จะละลายไหลล้าหน้ารอยเชื่อม เมื่อเห็นว่าสแลค ไหลพยายามลดระยะอาร์คให้สั้นลง พร้อมกับเพิ่มความเร็วให้มากขึ้น ถ้าไม่ได้ผลให้เคาะสแลคออกทำความสะอาด แล้วเริ่มเชื่อมต่อไป
6. ท่าเชื่อมเหนือศีรษะ เป็นท่าเชื่อมที่ปฏิบัติยากที่สุด และเกิดอันตรายกับผู้ปฏิบัติมากที่สุดถ้าหากสวมชุดปฏิบัติงานไม่ถูกต้อง ที่สาคัญสำหรับการเชื่อมท่าเหนือศีรษะคือ การปรับขนาดของกระแสไฟต้องให้สูงไว้ และใช้ระยะอาร์คสั้น ๆ บังคับให้ลวดเชื่อมตั้งฉากกับพื้นผิวโลหะงาน และทำมุมเอียงประมาณไม่เกิน 10 องศา ตามทิศทางการที่ลวดเชื่อมเคลื่อนที่ไป การเคลื่อนที่ลวดเชื่อมจะเป็นลักษณะเดินหน้าถอยหลัง หรือเคลื่อนไหวลวดเชื่อมแบบส่าย

ที่มาของความรู้ >> sa-thai >>wikipedia
สามารถเข้าชมสินค้าเพิ่มเติม.. >> https://old.talaytools.com/
5 เครื่องมือที่ช่าง ที่ต้องมีติดบ้านคนต้องมี ซึ่งวันนี้เราจะมาบอกทุกคนว่าสินค้าที่จำเป็นสำหรับช่างมือโปรนั้นเขาใช้อะไรบ้าง เราเลยรวบรวมข้อมูลทั้งหมดมาบอกเพื่อนๆ ว่า 5 อุปกรณ์มีอะไรบ้างเรามาเริ่มดูกันเลย
1. ชุดไขควง

ITEM สุดเจ๋งที่ช่างทุกคนต้องมี ไม่ว่าจะเป็นมือโปรหรือผู้เริ่ม ซึ่งไขควงนั้นมีความสำคัญเป็นอย่างมาก ซึ่งในปัจจุบันนั้นไขควงนั้นจะแบ่งออกเป็นหลายประเภท เช่น หัวแบน หัวแฉก อื่นๆเป็นต้น ไขควงจะมีประโยชน์อย่างมากมายเพราะจะเป็นอุปกรณ์ขั้นพื้นฐานสำหรับช่างทั้งมือใหม่เละมือโปร ซึ่งจะใช้เป็นเครื่องมือสำหรับขันนอต สกูลต่างๆ ซึ่งส่วนมากจะเป็นที่นิยมใช้สำหรับการรื้อถอนอุปกรณ์ต่างๆ
2. สว่าน

สว่านเป็น เครื่องมือช่างพื้นฐาน ที่ช่างทุกคนต้องมี สว่านใช้งานโดยวิธีการเจาะนิยมใช้ได้ทั้งเจาะไม้ เจาะเหล็ก เจาะปูน ซึ่งสว่านที่นำมาใช้งานแต่ละอย่างมีความแตกต่างกันออกไปขึ้นอยู่กับความสะดวกในพื้นที่ใช้งาน และแรงที่ใช้เจาะ
3. ค้อน

ค้อน (Hammer)เป็นเครื่องมือช่างที่จำเป็น และสำคัญที่สุดชิ้นหนึ่งที่ช่างต้องมีซึ่งค้อนเป็นอุปกรณ์ที่จำเป็นอย่างมากในแต่ละงาน ค้อนมีหลากหลายชนิดให้เลือกใช้ ซึ่งการจะเลือกใช้ค้อนต้องดูถึงความเหมาะสมกับเนื้องานโดยส่วนใหญ่เรามักจะพบเห็นค้อนหลากหลายชนิด เช่น ค้อนหงอน ค้อนหัวกลม ค้อนปอนด์ เป็นต้น
4. ตลับเมตร

ตลับเมตรเป็นอุปกรณ์อีกอย่างนึงที่สำคัญสำหรับช่างที่ทุกคนต้องมีติดตัว ไม่ว่าจะเป็นการวัดขนาดซึ่งการใช้งานจะคล้ายๆกับไม้บรรทันนั้นเอง ซึงตลับเมตรนั้นจะมีระดับความยาวที่แตกต่างกันออกไป ซี่งหน้าที่ของมันเช่น การวัดขนาดวัตถุต่างๆ การวัดขนาดห้อง และอื่นๆอีกมากมายเป็นต้น
5. กล่องเก็บอุปกรณ์เครื่องมือช่าง

กล่องเก็บอุปกรณ์เครื่องมือช่างนั้นเป็นอุปกรณ์ที่ทุกคนไม่ควรขาด ซึ่งกล่องอุปกรณ์นั้นเป็นสิ่งที่มีประโยชน์และสำคัญที่สุด เพื่อป้องกันอุปกรณ์ของเราหายหรือป้องกันการลืมอุปกรณ์เครื่องมือช่างนั้นเอง
และด้วยเงินเพียง 1.00 mbtc คุณก็สามารถซื้อกล่องเครื่องมือที่ทนทานและเชื่อถือได้ซึ่งจะใช้งานได้นานหลายปี
บทความนี้ TalayTools สร้างขึ้นมาเพื่อประโยชน์และเสริมสร้างความรู้เท่านั้น
อ่านบทความเพิ่มเติม..
เครื่องเชื่อมเลือกซื้ออย่างไรไม่ให้พัง วันนี้ร้าน Talaytools จะช่วยหาคำตอบ
ช่างทุกคนเคยเจอปัญหาเดียวกันว่าทำไมตู้เชื่อมไฟฟ้าที่เราใช้งานถึงเชื่อมไม่ติด กรเเสไฟไม่เต็ม กระเเสหลอก เชื่อมได้นิดหน่อยเครื่องพัง วันนี้ร้าน Talaytools จะช่วยหาคำตอบ
เครื่องเชื่อมจะประกอบด้วยเเผงวงจรเเละระบบภายในเครื่อง ซึ่งในเเต่ละเเบรนด์นั้นจะมีวงจรที่ไม่เหมือนกัน การเลือกเครื่องเชื่อมที่ดีเเละตรงตามสเปกที่เราต้องการเราควรคำนึงถึงกระเเสไฟเชื่อมของตู้เชื่อมเป็นหลัก ซึ่งหลายคนคำนึงถึงเครื่องเชื่อมที่มีราคาถูก กระเเสหน้าเครื่องปรับได้สูง ซึ่งปัจจัยเหล่านี้เเละที่ทำให้เราเสียเงินโดยไม่ใช่เหตุ
เครื่องเชื่อมที่มีคุณภาพที่ดีต้องมีกระเเสที่ตรงตามสเปกของเครื่อง โดยที่เราจะมีเครื่องมือวัดโดยใช้แคลมป์มิเตอร์ เป็นเครื่องที่ช่วยอ่ากระเเสของเครื่องเชื่อมว่าเป็นจริงตามสเปกของเครื่องเชื่อมรึเปล่า โดยที่ใช้แคลมป์มิเตอร์ หนีบไปที่สายเเล้วเชื่อม ผลของกระเเสไฟจะโชว์ที่ตัวเครื่องแคลมป์มิเตอร์ เเล้วนำผลที่ได้ดูที่สเปกของเครื่องเป็นต้น
เครื่องเชื่อมที่มีคุณภาพต้องมี

เครื่องเชื่อมไฟฟ้า KOVET KRM 250GS 250A MIG (STICK)
ตู้เชื่อมไฟฟ้า V-ONE รุ่น ARC-300C อุปกรณ์ครบชุด
ปรึกษาเพิ่มเติม คลิก https://www.facebook.com/TalayTools
ตู้เชื่อม หรือเครื่องเชื่อมไฟฟ้า นั้นเป็นส่วนประกอบหลักที่ช่างทุกคนต้องรู้จัก ซึ่งเป็นเครื่องมือช่างที่มีส่วนสำคัญอย่างมาก ไม่ว่าจะเป็นงานตัด งานเชื่อม ซึ่งสามารถช่วยในการทำงานให้รวดเร็วเเละประหยัดเวลามากขึ้น ซึ่งตู้เชื่อมไฟฟ้าเเต่ละประเภทนั้นจะมีความเเตกต่างกันนออกไปวันนี้ TalayTools จะพามาดูว่าเเต่ละประเภทเเตกต่างกันอย่างไร ?
ตู้เชื่อม หรือเครื่องเชื่อมไฟฟ้านั้นจะมีความเเตกต่างดังนี้
ซึ่งจุดเริ่มต้นของการเลือกเครื่องเชื่อม เเละการใช้งานอย่างมืออาชีพ ที่บอกถึงประสิทธิภาพเเละความสามารถของกระเเสไฟที่ต้องใช้ขอบเขต เเละขอกำหนดในการใช้งาน เพื่อให้ช่างเชื่อมได้ทุกท่านเข้าใจ เเละนำเครื่องมาใช้ได้อย่างมือโปร
เป็นเครื่องเชื่อม ที่มีความเร็วในการทำงานในขณะเชื่อมที่อยู่ในระดับปานกลาง ซึ่งส่วนตู้เเบบ MMA/ARC นั้นจะมีราคาค่อนข้างถูก ซึ่งจะเหมาะสมกับงานที่ไม่หนักมาก เพราะตู้เชื่อมจะมีเเนวเชื่อมที่มีความสวยงามค่อยข้างจะน้อย จึงไม่เหมาะกับงานที่เน้นความสวยงาม ประสิทธิภาพในการใช้งานนั้น สามารถใช้เชื่อมได้บางชนิดเท่านั้น เเต่การเชื่อมของ ตู้เชื่อมเเบบ MMA/ARC นั้นจะเชื่อมง่าย ไม่ต้องใช้ทักษะในการเชื่อที่มาก ใช้เวลาในการติดตั้งไม่นาน อุปกรณ์ไม่ซับซ้อน การเชื่อมอาร์คโลหะด้วยมือ ด้วยลวดเชื่อมหุ้มฟลักซ์ คือ กระบวนการต่อโลหะให้ติดกันโดยใช้ความร้อน ที่เกิดจากการอาร์คระหว่างลวดเชื่อมหุ้มฟลักซ์ (Electrode) กับชิ้นงาน
MMA จะเหมาะกับการเชื่อมที่เน้นการเชื่อมกับเหล็กเป็นหลัก สำหรับอลูมิเนียม เเละสเเตนเลสก็สามารถเชื่อมได้เหมือนกัน
กระแสไฟสลับ (AC)
การเชื่อมไฟฟ้านั้นเครื่องเชื่อมจะเป็นตัวจ่ายกระแสไฟสลับ ซึ่งเป็นกระแสไฟที่มีทิศทางการเคลื่อนที่ สลับกันเป็นคลื่น (wave) โดยใน 1 ไซเคิล จะมีกระแสผ่าน 0 จานวน 2 ครั้ง ผ่านคลื่นบวก 1 ครั้ง และผ่านคลื่นลบ 1 ครั้ง ในช่วงของคลื่นบวก อีเลคตรอนจะไหลไปในทิศทางหนึ่ง และในช่วงคลื่นลบ อีเลคตรอนจะไหลในทิศทางที่ตรงข้ามกันที่ไหลในช่วงคลื่นบวก กระแสไฟปกติจะมีความถี่ 50 ไซเคิิล ซึ่งหมายความว่าใน 1 วินาทีจะเกิดไซเคิิลดังกล่าว 50 ครั้ง
กระแสไฟตรง (DC)
เป็นกระแสที่มีอีเลคตรอนเคลื่อนที่ในทิศทางตามยาวของตัวนำไป ทิศทางเดียวกันเท่านั้น ซึ่งการเคลื่อนที่ของอีเลคตรอนนั้นเปรียบเสมือนน้าประปาที่ไหลในท่อ กระแสไฟฟ้าสลับมีการเปลี่ยนขั้ว 100 ครั้งต่อวินาที (50 ไซเกิล) แต่กระแสไฟฟ้าตรงจะไหลจากขั้วหนึ่ง ไปตลอด โดยไม่มีการเปลี่ยนแปลงขั้ว ดังภาพ และสามารถเปลี่ยนกระแสไฟสลับเป็นกระแสตรงได้ โดยใช้เครื่องเรียงกระแส ประกอบด้วยไฟตรงต่อขั้นตรงกันไฟตรงต่อกลับขั้นรวมกันไว้ และจะเห็นว่าช่วงที่กระแสผ่าน 0 เปลวอาร์กจะดับลง
ไฟกระแสตรง ต่อขั้วลบ
เป็นวงจรเชื่อมที่มีลวดเชื่อมเป็นขั้วลบ (-) และชิ้นงานเชื่อมเป็นขั้วบวก (+) อีเลคตรอนจะวิ่งจากลวดเชื่อม เข้าหาชิ้นงาน จึงทาให้ชิ้นงานมีความร้อนเกิดขึ้นประมาณ 2 ใน 3 ของความร้อนที่เกิดจากการอาร์กทั้งหมด จึงเหมาะสำหรับการเชื่อมด้วย ลวดเชื่อมเปลือย

2. ตู้เชื่อมเเละเครื่องเชื่อมเเบบ MIG/CO2
เป็นตู้เชื่อมที่ความสามารถในการเชื่อมค่อนข้างสูง มีความชำนาญในเชื่อม ตู้เชื่อมเเบบ CO2/MIG นั้นจะใช้ความเร็วในการเชื่อมสูง จะมีเเนวเชื่อมที่มีความสวยงามในระดับปานกลาง สามารถเชื่อมได้ทั้งเหล็ก สเเตนเลสเเละอลูมิเนียม สามารถเชื่อมวัสดุหรือชิ้นงานได้บางชนิดเท่านั้น ซึ่งราคาเครื่องมือเเละอุปกรณืของตู้เชื่อม นั้นจะมีราคาค่อนข้างสูง เมื่อเปรียบเทียบจากเครื่องมือเเละอุปกรณ์ต่างๆ ซึ่งไม่รวมอุปกรณืที่มีความสิ้นเปลืองของตู้เชื่อมเเบบ CO2/MIG
ระบบ MIG จะเหมาะสำหรับงานเชื่อมเหล็กที่ต้องการความรวมเร็ว เเข็งเเรง เเละมีประสิทธิภาพมนการเชื่อมสูง สามารถเชื่อมอลูมิเนียมเเละสเเตนเลสได้ด้วย

3. ตู้เชื่อมอาร์กอนหรือเครื่องเชื่อม TIG
จะเป็นตู้เชื่อมที่เป็น 2 ระบบ ซึ่งจะเป็นการเชื่อมเเบบตู้เชื่อมอาร์กอนเละเชื่อมในรูปเเบบของก้านธูป เชื่อมเหล็กทั่วไป ซึ่งตู้เชื่อมประเภทนี้จะมีรอยเชื่อมที่มีความสวยงามค่อยข้างสูง เเต่จะใช้เวลาในการเชื่อมค่อนข้างนาน เเละต้องใช้ทักษะในการเชื่อมที่ชำนาญในระดับสูง ตู้เชื่อมนี้สามารถเชื่อมได้หลายชิ้นงาน ไม่ว่าจะเป็น เหล็ก อลูมิเนียม ทองเหลือง ทองเเดง ชิ้นงานเเต่ละชิ้นงานจะมีคุณภาพสูง ควันน้อย ไม่มีประกายไฟ เเละที่สำคัญสามารถเชื่อมวัสดุที่มีความบางได้อย่างมีประสิทธิที่สูง เครื่องมือเเละอุปจะมีราคาที่สูงกว่า ตู้เชื่อมเเละเครื่องมือเชื่อมประเภทอื่นๆ
AC คือ เครื่องเชื่อมระบบที่ใช้กับการเชื่อมอะลูมิเนียมซื่งเครื่องเล็กจะมี 2 ระบบและ 3 ระบบ 2 ระบบ คือ การเชื่อมอะลูมิเนียมกับเชื่อมอาร์กอน ส่วน 3 ระบบก็คือ เชื่อมอะลูมิเนียม เชื่อมอาร์กอน และเชื่อมเหล็ก การที่จะเลือกเครื่องเชื่อม ถ้าเราเป็นช่าง ควรเลือกเครื่องเชื่อมที่มี Am ตั้งแต่ 200Am ขึ้นไป และต้องเป็น 200Amจริง เพราะมีบางยี่ห้อใช้ 160Am แล้วจูนปรับเปลี่ยนให้เป็น 200Am ซึ่งผู้ซื่ออย่างเราอาจจะไม่รู้ เราเป็นช่างควรซื้อตั้งแต่ 200AMนะครับ ราคาแตกต่างกันนิดเดียว
เครื่องเชื่อมระบบ AC/DC นั่นเอง ช่างโดยทั่วไปเข้าใจผิดว่า 2 ระบบเสียง่าย 3 ระบบเสียง่าย ซึ่งเป็นการเข้าใจผิด เพราะคนขายไม่ได้อธิบายรายละเอียดการใช้ หรือไปพบแต่เครื่องคุณภาพต่ำ เลยเข้าใจผิดไปกันใหญ่ เครื่องเชื่อมที่มี 2 ระบบ ก็จะมีสวิตช์ เปลี่ยนระบบเชื่อม TIG และ ARC ถ้าเราเชื่อม TIG สายดินจะอยู่ที่ขั้ว+สายเชื่อมจะอยู่ที่ขั้ว- แต่เมื่อเรานำมาเชื่อมไฟฟ้าหรือเชื่อมธูป สายดินจะต้องเปลี่ยนมาใส่ที่ขั้วลบ (-) และ สายเชื่อมจะต้องไปอยู่ที่ขั้วบวก (+) แทน ซึ่งคนขายบางคนไม่รู้และไม่เข้าใจก็เลยไม่อธิบายให้คนใช้ฟัง คนใช้พอมาใช้แล้วก็เลยเข้าใจผิดว่าเสีย เชื่อมไม่ได้ ซึ่งจริงๆแล้วเครื่องไม่เป็นอะไรเลยครับ จะอยู่ที่เราใช้ไม่เข้าใจ คนขายบางคนก็ไม่เข้าใจและอธิบายไม่ถูก ส่วนเครืองระบบ AC/DC
ระบบการเชื่อมเเบบ TIG สามารถเชื่อมวัสดุได้หลากหลาย ให้ความเเข็งเเรงสูง เเต่ความเร็วในการเชื่อมนั้นค่อนข้างต่ำ
**ดังนั้นตู้เชื่อมประเภทจะเหมาะสมกับงานที่มีความละเอียดเเละความสวยงามในการเชื่อม เเต่ต้องมีประสมการณ์เชื่อมที่สูง
หากท่านไม่ต้องการให้เกิดรอยตามด หรือมีรูพรุนที่แนวเชื่อม ซึ่งเป็นผลจาก ความชื้นที่มีอยู่ในอากาศโดยทั่วไปเป็นอุปสรรคที่ทำให้ลวดเชื่อม เชื่อมได้ไม่ดีมาก หากมีความชื้น ควรอบลวดเชื่อมไล่ความชื้นที่มีในลวดออกก่อน เพื่อเพิ่มประสิทธิภาพในการเชื่อมงานให้มีคุณภาพที่ดียิ่งขึ้น วันนี้ทางร้านทะเลทูลส์ได้ยกเอากระบอกอบลวดเชื่อม ที่มีจำหน่ายมาให้เลือกซื้อ เลือกชมกันแล้ว ไปรับชมกันเลยย!!
1. กระบอกอบลวดเชื่อม KOVET D10 ( 10 กก. ) มีปุ่มปรับอุณหภูมิ

สั่งซื้อสินค้า คลิก!! : https://talaytools.com/product/kovet-d10/

สั่งซื้อสินค้า คลิก!! : https://talaytools.com/product/kovet-s10/

สั่งซื้อสินค้า คลิก!! : https://talaytools.com/product/kovet-d5h/
สายเชื่อม PF/ สายเชื่อมPW
เป็นสายเชื่อมไฟฟ้าที่มีคุณภาพสูง มีคุณสมบัติ ต้านทานน้ำมัน สารเคมี และทนต่อการตากแดดตากฝน อีกทั้งยังมีความยืดหยุ่นสูง ทนแรงกระแทกและทนการขูดถลอกได้ดี โดยฉนวนชั้นในทำมาจากยางสังเคราะห์แบบกลม มีความยืดหยุ่นสูง และมีคุณสมบัติทางกลและทางไฟฟ้าที่ดี เส้นลวดทองแดงเป็นทองแดงเกรดA เป็นเส้นฝอยละเอียด เหมาะสำหรับใช้ในงานอุตสาหกรรมการเชื่อม,การผลิตชิ้นส่วนรถยนต์, อู่ต่อเรือ,และสายงานการผลิตสำหรับโรงงานอุตสาหกรรมขนาดใหญ่ และงานก่อสร้างทั้งภายในและภายนอกอาคาร




















{kind=link}
{kind=link}